常用测量器具
一 、游标卡尺
游标卡尺是一种结构简单、使用方便、精度中等,在车床上应用最多的通用量具。游标 卡尺采用优质碳素钢或不锈钢材料制造,尺身刻线面无光泽镀硬铬。尺身上刻线采用照相镀 黑铬刻线工艺。游标卡尺可用来测量工件的长度、厚度、外径、内径、孔距和深度等。常用 的游标卡尺的精度为0.02mm。 测量范围一般有0~125mm、0~150mm、0~300mm、0~
500mm 、0~1000mm 、0~1500mm 、0~2000mm 几种。测量范围≥200mm 的卡尺配有微动 装置。
1.游标卡尺的用途和构造
卡尺结构如图7-1所示。主要由两部分组成,即可移动的游标A 和主尺部分B 组成。 从背面看,光标是一个整体,光标与尺身之间有一弹簧片,利用弹簧片的弹力使光标与尺身
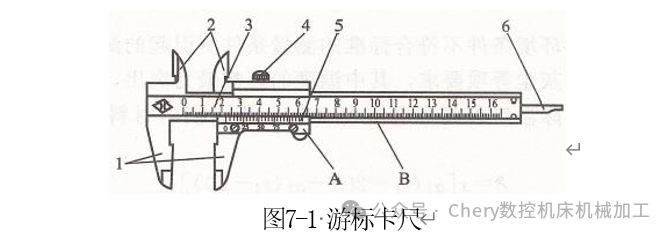
图7-1 游标卡尺
1—外量爪;2—内量爪;3—尺身;4—紧固螺钉;5—游标;6—深度尺
靠紧。光标上部有一紧固螺钉,可将光标固定在尺身上的任意位置。尺身和光标都有量爪, 利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外 径。游标卡尺的测量功能如图7-2所示。

图7-2 游标卡尺测量功能
2.游标卡尺工作原理与使用
以0.02mm 精度游标卡尺为例。如图7-3所示。
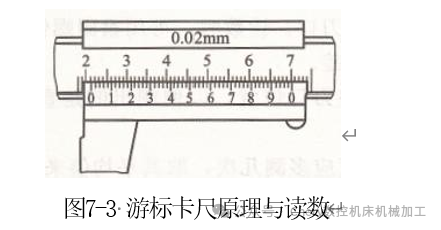
图7-3 游标卡尺原理与读数
游标卡尺的主尺的最小刻度为1mm, 游标上共有10个等分刻度,全长为49mm, 比 主 尺上刻度小1mm, 则游标尺上每一分度和主尺上的最小分度相差1/50=0.02mm, 精确度 为0.02mm。当量爪并拢时游标的零刻度线与主尺的零刻度对齐,此时示数为0。测量时, 右手拿住尺身,大拇指移动光标,左手拿待测外径(或内径)的物体,使待测物位于外测量 爪之间,当与量爪紧紧相贴时,即可读数。读数时首先以光标零刻度线为准在尺身上读取毫 米整数,即以毫米为单位的整数部分。然后看光标上第几条刻度线与尺身的刻度线对齐。游 标卡尺不要求估读,如游标上没有哪个刻度与主尺刻度线对齐的情况,则选择最近的一根读 数,有效数字要与精度对齐。
3.游标卡尺的读数
读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。 然后看游标上第几条刻度线与尺身的刻度线对齐,读出小数值。图7-3中,游标上的0刻度 线对应的数值为21mm 多一些,即尺身上的整数值为21mm, 游标尺上刻度线3与尺身刻度 线对齐,则小数部分即为0.30mm, 此时实际测量值为:21mm+0.30mm=21.30mm。
如图7-4所示,尺身上的整数值为60mm, 游标卡尺上刻度数4后边的第4条刻度线与 尺身刻度线对齐,则小数部分即为0.48mm (游标上的每一小格为0.02mm,4 个小格即为 0.08mm) 。 此时实际测量值为:60mm+0.48mm=60.48mm。

图7-4 游标卡尺的读数
若没有正好对齐的线,则取最接近对齐的线进行读数。如有零误差,则一律用上述结果 减去零误差(零误差为负,相当于加上相同大小的零误差),读数结果为:
L= 整数部分+小数部分一零误差
判断游标上哪条刻度线与尺身刻度线对准,可用下述方法:选定相邻的三条线,如左侧的 线在尺身对应线之右,右侧的线在尺身对应线之左,中间那条线便可以认为是对准了。
如果需测量几次取平均值,不需每次都减去零误差,只要从最后结果减去零误差即可。 4.使用游标卡尺的注意事项
①游标卡尺是比较精密的测量工具,要轻拿轻放,不得碰撞或跌落地下。使用时不要 用来测量粗糙的物体,以免损坏量爪。卡尺存放应避开热源、磁体和有腐蚀性环境。不用时 应置于干燥地方,上油防锈放进盒内。
② 测量之前应检查游标卡尺的零点读数,看主副尺的零刻度线是否对齐,若没有对齐, 须记下零点读数,以便对测量值进行修正。
③测量时,松开紧固螺钉,将尺框平稳拉开,使测量面与被测量工件表面贴合。切忌 用力过大,注意保护游标卡尺的刀口。读数时,可用紧固螺钉将游标固定在尺身上,防止滑 动;目光应正视刻线面,避免视差。
④ 测量圆筒内径时,要调整刀口位置,以便测出的是直径而不是弦长。读数时,视线 应与尺面垂直。
⑤实际测量时,对同一长度应多测几次,取其平均值来消除偶然误差。
二、外径千分尺
千分尺是最常用的精密量具之一。千分尺的种类很多,按其用途不同可分为外径千分 尺、内径千分尺和螺纹千分尺等。下面介绍一下外径千分尺的结构和用法。
1.千分尺的用途和构造
千分尺(又叫螺旋测微器)是比游标卡尺更精密的测量长度的工具,用它测长度可以准
确到0.01mm, 测量范围有0~25mm,25~50mm,50~75mm,75~100mm 四种。
外径千分尺的构造如图7-5所示。千分尺的小砧的固定刻度固定在框架上,旋钮、微调 旋钮和可动刻度、测微螺杆连在一起,通过精密螺纹套在固定刻度上。
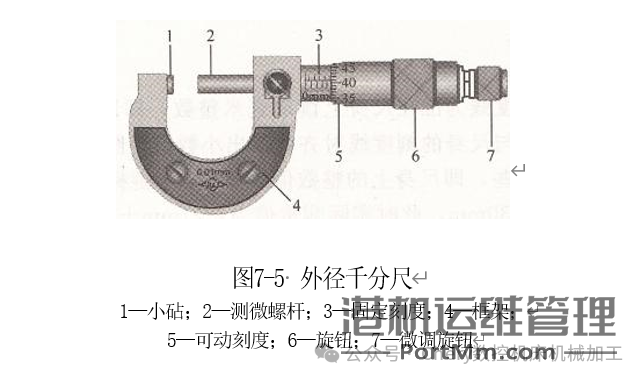
图7-5 外径千分尺
1—小砧;2—测微螺杆;3—固定刻度;4—框架;
5—可动刻度;6—旋钮;7—微调旋钮
2.千分尺原理和使用
千分尺是依据螺旋放大的原理制成的,即螺杆在螺母中旋转一周,螺杆便沿着旋转轴线 方向前进或后退一个螺距的距离。因此,沿轴线方向移动的微小距离,就能用圆周上的读数 表示出来。千分尺的精密螺纹的螺距是0.5mm, 可动刻度有50个等分刻度,可动刻度旋转
一周,测微螺杆可前进或后退0.5mm, 因此旋转每个小分度,相当于测微螺杆前进或后退 这0.5/50=0.01mm。可见,可动刻度每一小分度表示0.01mm, 所以千分尺可准确到 0.01mm 。由于还能再估读一位,可读到毫米的千分位,故又名千分尺。
测量时,当小砧和测微螺杆并拢时,可动刻度的零点若恰好与固定刻度的零点重合,旋 出测微螺杆,并使小砧和测微螺杆的面正好接触待测长度的两端,那么测微螺杆向右移动的 距离就是所测的长度。这个距离的整毫米数由固定刻度上读出,小数部分则由可动刻度 读出。
3.千分尺的读数
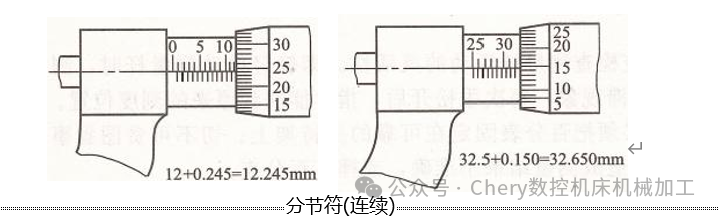
读数时,先以微分筒的端面为准线,读出固定套管下刻度线的分度值(只读出以毫米为 单位的整数),再以固定套管上的水平横线作为读数准线,读出可动刻度上的分度值,读数 时应估读到最小刻度的1/10,即0.001mm。如果微分筒的端面与固定刻度的下刻度线之间 无上刻度线,测量结果即为下刻度线的数值加可动刻度的值;如微分筒端面与下刻度线之间 有一条上刻度线,测量结果应为下刻度线的数值加上0.5mm, 再加上可动刻度的值,如图 7-6所示。
图7-6(a) 中,先读出固定套管上露出的刻度12mm; 再读活动套管刻度0.245mm, 最后一位数为估读数字。两者相加即为12.245mm。
图7-6(b) 中,先读出固定套管上露出的32.5mm; 再读活动套管刻度0. 150mm, 最 后一位数为估读数字。两者相加即为32.650mm。
(a)
图7-6 千分尺的读数
4.使用千分尺的注意事项
① 测量时,在测微螺杆快靠近被测物体时应停止使用旋钮,而改用微调旋钮,避免产 生过大的压力,既可使测量结果精确,又能保护螺旋测微器。
② 在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。
③ 读数时,千分位有一位估读数字,不能随便扔掉,即使固定刻度的零点正好与可动 刻度的某一刻度线对齐,千分位上也应读取为“0”。
④当小砧和测微螺杆并拢时,可动刻度的零点与固定刻度的零点不相重合,将出现零 误差,应加以修正,即在最后测长度的读数上去掉零误差的数值。
三、百分表
1.结构原理与读数方法
百分表是一种精度较高的比较量具,它只能测出相对数值,不能测出绝对数值,主要用 于测量形状和位置误差,也可用于机床上安装工件时的精密找正。百分表的读数准确度为 0.01mm 。如图7-7所示。当测量杆向上或向下移动1mm 时,通过齿轮传动系统带动大指针 转一圈,小指针转一格。刻度盘在圆周上有100个等分格,各格的读数值为0.01mm。 小指
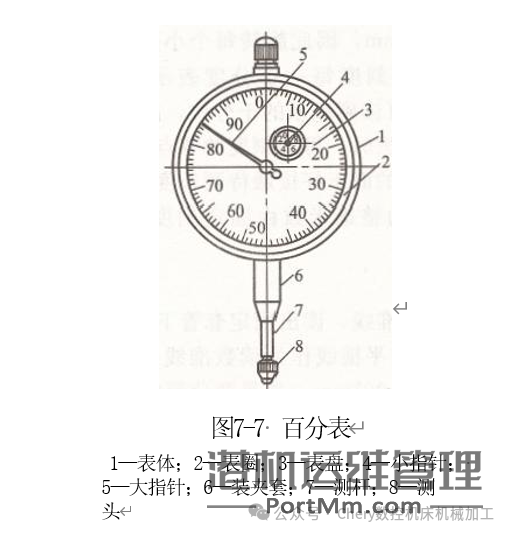
图7-7 百分表
1—表体;2—表圈;3—表盘;4—小指针; 5—大指针;6—装夹套;7—测杆;8—测头
针每格读数为1mm。测量时指针读数的变动量即为尺寸变化量。刻度盘可以转动,以便测 量时大指针对准零刻线。
百分表的读数方法为:先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻 度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值。
2.注意事项
①使用前,应检查测量杆活动的灵活性。即轻轻推动测量杆时,测量杆在套筒内的移 动要灵活,没有卡滞现象,每次手松开后,指针能回到原来的刻度位置。
②使用时,必须把百分表固定在可靠的夹持架上。切不可贪图省事,随便夹在不稳固 的地方,否则容易造成测量结果不准确,或摔坏百分表。
③测量时,不要使测量杆的行程超过它的测量范围,不要使表头突然撞到工件上,也 不要用百分表测量表面粗糙度或有显著凹凸不平的工作。
④ 测量平面时,百分表的测量杆要与平面垂直,测量圆柱形工件时,测量杆要与工件 的中心线垂直,否则,将使测量杆活动不灵或测量结果不准确。
⑤为方便读数,在测量前一般都让大指针指到刻度盘的零位。
⑥百分表不用时,应使测量杆处于自由状态,以免使表内弹簧失效。
